
客户咨询热线:
13710633718
13728005115
13710633718
13728005115

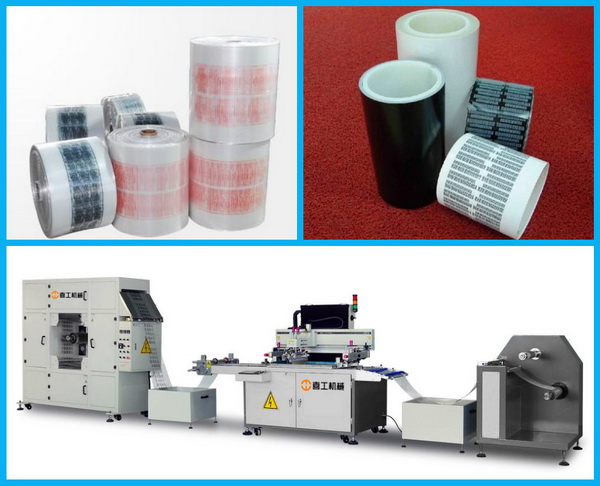
 详细说明 大型的pvc标签丝印机保质保量
详细说明 大型的pvc标签丝印机保质保量
晒网:洗网:用磨网膏去油脂(新网),鬼影膏去图形(旧网),除浆粉去网浆、蓝油,防白水洗杂物,用清洁剂冲洗网,最后用高压水枪冲洗干净,最后用纯净水清洗干净。烤网--烤箱设定温度应小于48度C。贴水菲林:洗干净的网再用纯净水清洗一次。按工程菲林拼片图形加大20%左右选取水菲林,用三角尺压住水菲林一端在网上,随即用三角尺慢慢往上刮平,再用胶刮刀轻压刮平,毛巾擦多余水份烘干使用网浆:烘干网板再上浆,使用刮盒,装网浆之盒刮到网上,其中绿油三次,(约每隔10分钟以上一次)底油,面油则二次,兰胶先上50K水菲林撕去胶片,再上20次网浆,每次刮三次(我们已采用自动上浆机),上浆完成后烘干。网纱的选用一般线路、绿油、底油、面油用120T、100T、110T网纱,碳油51T,蓝胶24T感光线路及热固化绿油用77T 菲林的选用线路用18K水菲林(不用网浆因用网浆上网由于不均匀会产生:狗牙、肥油、波浪),绿油、底油、面油选用网浆,碳油选用50K水菲林用所需工程图形菲林贴在网板选取的位置,放置于爆光机上进行爆光,时间的选用(3000W聚光灯),线路一般在60-80秒、绿油在80-100秒、底面字符油40-60秒、碳油、兰胶350-400秒 加压水冲网,干燥。用兰油(封网浆)封图形菲林外网边,干燥。
当印版滚筒和橡皮滚筒的包衬直径悬殊过大,每次压印时由于线速度不一致,产生速差和磨擦,这样使橡皮布表面受挤挪而变形,并容易使内衬垫料挪动直至折皱,印迹重影故障也随之而来。对此,应重新测量一下滚筒的中心距,按设备规范要求控制好包衬厚度,保持滚筒线速度的一致,避免印迹重影故障的产生。
不同硬度的刮墨刀(从软的60°到硬的85°)印刷出的墨层厚度和图像清晰度不同,但也受到刮墨角度的影响。换句话说,使用从软到硬的刮墨刀的印刷结果与以从高到低的刮印角度的印刷结果相接近。在印刷机上调定刮墨角度,通常较软的刮墨刀的实际印刷角度比较硬刮墨刀的要大,其结果是附着的油墨较多。除极少的例外,一般的规则是,墨层越薄,产生的图像的清晰度和细微层次越好,反之也是一样。

堵版(塞网):概念:①印刷过程中,印刷的油墨转移率不断减少;②第二次印刷时堵塞在版中的油墨无法溶解。产生原因:①油墨干净太快;②网坑太小,油墨不容易转移;③网坑内壁不光洁制。版改进措施:①高网线改用低网线雕刻;②浅网网成加大;③退铬重镀,保证网坑内壁光洁。印刷解决方法:①换慢干型的溶剂;②提高印刷速度;③降低油墨粘度;④每次印刷后迅速将版辊清洗干净;⑤检查吹风机是否将风吹到了版辊上。

腐蚀(掉铬):概念:版辊铬面在遇到酸、碱等腐蚀性液体、气体或不合格溶剂时,很快会起化学反应,在铬面上形成锈点,即腐蚀现象。预防措施:①每次印完后,及时用溶剂(最好是天那水)把版辊表面清洗干净;②用干净的软布将版面擦干,不要留下指纹;③用刷子蘸取干净的低挥发性的轻质机油,在版辊表面均匀地涂一层,注意不能使用废机油。如用专用的防锈油效果更佳;④用薄膜(如用废印膜,务必将油墨面朝外)把涂好油的版辊包好,再包上瓦楞纸,竖放或用架子架起采放在通风、干燥并防止太阳直射的房中保存;⑤库房最好不要放在一楼,且要远离酸、碱等物品。



 全自动丝网印刷机厂家 版权所有 @2016-2020[
全自动丝网印刷机厂家 版权所有 @2016-2020[