
客户咨询热线:
13710633718
13728005115
13710633718
13728005115

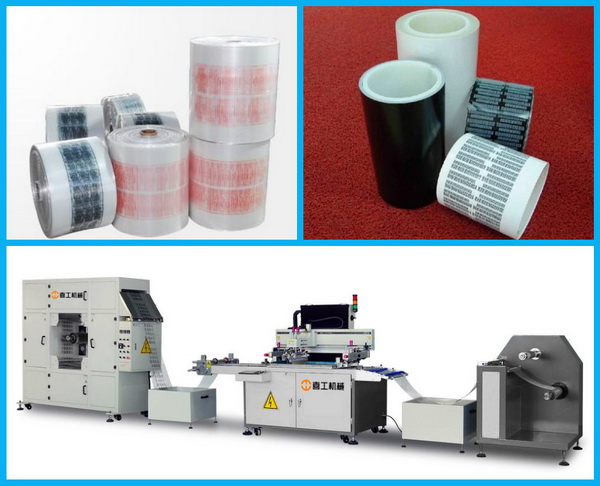
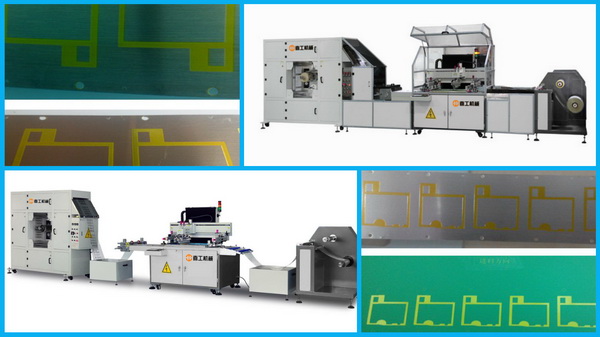
 详细说明 大品牌散热片全自动丝印机来电咨询
详细说明 大品牌散热片全自动丝印机来电咨询
印刷用漆的调制。这里仅就调漆方法做一简单介绍。漆本身不能作为油墨印刷,漆的粘度低,容易混入气泡,使印刷面起泡,达不到精确印刷的要求。因此,要使漆达到良好的油墨状态,就需要进行调制。同其它涂料相比较,漆的干燥条件完全不同,是靠氧化作用进行干燥的,因此,需要控制温度、湿度。印刷漆的粘度调整:把三氧化二铁、氧化钛、蛋白、无水硅酸等和漆混合,充分调匀,密封4-5日,粘度即可调整为约500泊,即可成为印刷用的油墨。
丝网印刷已经被引进传统行业,其中之一就是漆器行业,碗、屉、盒等代表性的漆器制品也能与现代生活方式相适应,现在已开发出适应多种目的的漆器制品,通过多种印刷方法的实施,提高了产品的价值。在这些装饰方法中,应用较多的是在漆器上丝印金粉和银粉。1.丝网印刷和漆器泥金技术。漆器泥金技术是在木料,塑料底上先喷涂黑漆、朱漆,再在表面上用漆画出图案,然后在漆干燥硬化前涂上金、银的方法。其分类是平泥金绘、高泥金绘、磨漆泥金绘。泥金工艺有手动和自动两种,一般以手动为主。泥金的第一道工序是把设计的图案轮廓制成印版,在丝网印刷中这道工序属于制版,故从略。以下按顺序进行说明。

晒网:洗网:用磨网膏去油脂(新网),鬼影膏去图形(旧网),除浆粉去网浆、蓝油,防白水洗杂物,用清洁剂冲洗网,最后用高压水枪冲洗干净,最后用纯净水清洗干净。烤网--烤箱设定温度应小于48度C。贴水菲林:洗干净的网再用纯净水清洗一次。按工程菲林拼片图形加大20%左右选取水菲林,用三角尺压住水菲林一端在网上,随即用三角尺慢慢往上刮平,再用胶刮刀轻压刮平,毛巾擦多余水份烘干使用网浆:烘干网板再上浆,使用刮盒,装网浆之盒刮到网上,其中绿油三次,(约每隔10分钟以上一次)底油,面油则二次,兰胶先上50K水菲林撕去胶片,再上20次网浆,每次刮三次(我们已采用自动上浆机),上浆完成后烘干。网纱的选用一般线路、绿油、底油、面油用120T、100T、110T网纱,碳油51T,蓝胶24T感光线路及热固化绿油用77T 菲林的选用线路用18K水菲林(不用网浆因用网浆上网由于不均匀会产生:狗牙、肥油、波浪),绿油、底油、面油选用网浆,碳油选用50K水菲林用所需工程图形菲林贴在网板选取的位置,放置于爆光机上进行爆光,时间的选用(3000W聚光灯),线路一般在60-80秒、绿油在80-100秒、底面字符油40-60秒、碳油、兰胶350-400秒 加压水冲网,干燥。用兰油(封网浆)封图形菲林外网边,干燥。
拉网:第一次张力26,静置5分钟张力为24;第二次张力28,静置5分钟张力26;第三次张力32,静置5分钟张力为30;第四次校正5点张力32,静置20分钟后上胶张力30;15分钟胶固化下网张力28,静置72小时后方可制作网版(以一米×一米全自动生产线使用网版为例)。1、纵向拉开收回3、纵向拉开收回2、横向拉开收回4、横向拉开收回纵向横向同步拉开,一直拉到所需张力时则刷胶,常用网网纱张力为(100T、110T、120T均为30±2牛顿)(77T、51T均为35±2牛顿)(24T为50±2牛顿)将已调好的胶水用小毛刷均匀地刷在网框与网纱接着面上方,不可将胶水掉进网版中间部位,待胶8分钟干燥后,可用刮刀胶在涂胶面将未完全贴合之地方压紧贴合约10分钟左右胶水彻底干燥后(应采用开放式吹风加强干燥)才可下网 除网版四周多余网纱,并在网版边框注明,日期,网目及下网时张力(以便观察张力变化)为了防止防白水的渗入,在网框的内角用红胶水密封,然后用防水胶带封在网框与网纱接着面上方,同样防止药水的渗入
由于织物的不同,选用的化学拔染剂也有所不同。拔染印花既可用于匹布,也可用于成品服装。1、色浆调制糊料和染料先充分搅拌均匀,过滤后,再加入过滤过的加工锡。但要注意不能把加工锡与染料同时搅拌,否则染料很难溶化,会使印花时堵网、色点、塞点等现象的出现,在调制拔染白浆或浅颜色的色拔浆时,要加入适量的活性蓝,加工锡在使用前必须充分搅拌,且过滤;根据花型掌握加工锡的用量,如果用量少了会使花型模糊,轮廓不清。2、控制温度印花机烘房的温度,一般情况下不得高于100°C,以低温烘干为宜,烘燥温度过高,为降低加工锡的拔染效果。染底不超过120°C,轧底刮底烘干不要超过100°C,低温烘干为宜,烘干过程中不宜中途停机。加工锡对网版、设备的腐蚀性较大,正常情况下,生产5000米,务必检查网版,防止出现砂漏,线条不光洁等。



 全自动丝网印刷机厂家 版权所有 @2016-2020[
全自动丝网印刷机厂家 版权所有 @2016-2020[