
客户咨询热线:
13710633718
13728005115
13710633718
13728005115

 详细说明 信州LED灯条卷料丝印机什么牌子好
详细说明 信州LED灯条卷料丝印机什么牌子好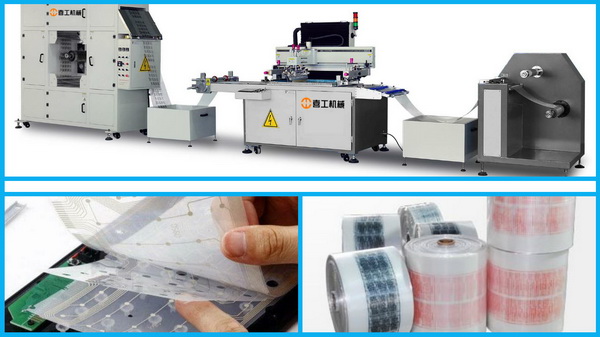
棉针织物印花多采用平网印花(机械平网或手工平网),针织物圆网印花工艺与技术,是近年来逐步发展并完善的。与平网印花相比,它具有效率高、质量稳定、满底印花无接版印等优点,受到印染厂家的重视。印花工艺往往根据花型特点与客户的要求来决定,一般来说,印花面积较少的白底、浅色底小碎花类花型,多采用全涂料印花工艺,浅色满底可采用全涂料工艺或活性一涂料工艺,中深色满底花型多采用活性直接印花工艺、活性拔染活性或涂料拔染活性工艺等
PVC是一种胶粘剂,热熔后使固体的颜料附着在纺织材料表面。它是一种颗粒极为精细的分散树脂,有点象白砂糖。当它与增塑剂或其他类型的添加剂混合后(除颜料以外),成为液态无色透明的物质,涂布后可形成很薄很薄的薄膜。对它进行搅拌,你会发现它比带有颜科的油墨更容易搅拌,而且更容易脱离刮墨刀,粘度有很大的不同,它比带颜料的油墨更适于印刷,也更容易印刷。

经印铝氧化彩色标牌:铝制平面阳极氧化标牌是标牌品种中的一种,应用较为广泛。它具有美观、光亮、硬度高、耐磨性能好等特点。以往工艺过程为铝板下料、机械抛光、化学抛光、氧化;间接法制丝网版、锌钡白厚漆加醇酸清漆进行保护印刷;用染色浆进行着色。此项工艺不论制丝网版还是染色,都存在用料多、工序复杂、耐印力低、分辨力差、成本高的缺点。在现有技术条件下,编制出一套工序较为简单、质量好、效率高的新工艺是可能的。新工艺以无毒重氮型感光胶直接法制丝网印版,实践证明可达到制版快、分辨力高、耐印力高、用料少的要求。而且可将印保护漆、染色、退印料工序合并为一,即自制水性染色印料,直接染色、接连套色,不需色缸。从而大大简化了整个工序和操作手续,使平面氧化染色标牌有了新方法。

印刷的精度。调整漆(油墨)的漆液在65%以上或40%以下时,作为印刷条件是不太理想的。即漆液多时,脱版不良,留有漆的痕迹。特别是在承印物的曲面上、沿印刷的方向可明显地看出来。另外,漆液少时,漆的流动性差,印刷图案面不稳定,留有网线的痕迹,尤其在印刷金、银粉时,这种网迹十分明显。制版用丝网一般使用250-300目的尼龙网,其精度良好。由于漆需要特殊的干燥条件,所以不容易发生丝网的堵孔现象,印刷操作性良好。

裁刀使用一段时间后需要换刀,一般情况下,换刀和换刀条是同时进行的。换刀操作包括以下步骤:①刀片降到最低位置,与刀条接触,切断电源。②拧松刀片露在刀座外的螺栓,使刀片轻轻接触垫板后再拧下螺栓,刀架(刀框或刀胎)升到原来位置,将刀片取下放在木制(或塑料)刀盒内。③更换刀条。刀条装在切纸刀下的工作台面上,更换时,按照刀条槽长度裁取一段新刀条,用刀片或砂纸将刀条表面的毛刺磨掉,然后镶入槽内。特别提示:刀条镶在凹槽内不能发生任何移动;刀条表面应与工作台面平行。④刀片与刀架的高低要适当,一般刀片压入垫板内的深度在0.3mm~1.5mm为宜。⑤换新刀片时,要确认刀片刃角与所裁纸张的抗切力是否相符,然后用软布从上往下将刀片擦净(刀刃部分不能擦)。轻轻拿起刀片,对准螺孔,拧紧螺栓。特别提示:刀条处应垫上薄纸板,刀刃不能碰到任何坚硬物。⑥试刀。刀片、刀条更换后,可空切试刀,检查螺栓是否拧紧,刀片是否平整。刀片与刀条接触后的压痕深度是否符合要求,如有不妥,可微调处理,然后再垫一沓新闻纸或胶版纸测试刀片的锋利状况。



 全自动丝网印刷机厂家 版权所有 @2016-2020[
全自动丝网印刷机厂家 版权所有 @2016-2020[