
客户咨询热线:
13710633718
13728005115
13710633718
13728005115

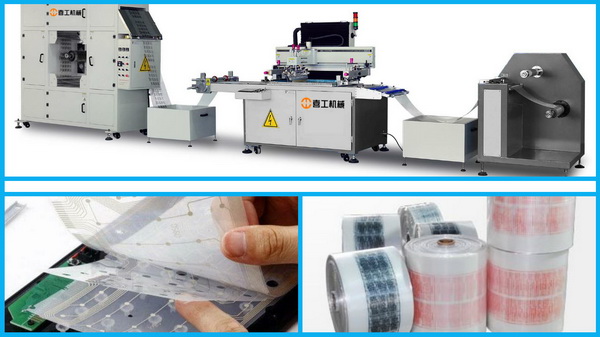
 详细说明 口碑好的榨汁机面板丝印机视觉定位更准确
详细说明 口碑好的榨汁机面板丝印机视觉定位更准确
感光乳剂直接制版法是目前国内应用较为普遍的一种网版制版方法,其工艺流程主要包括以下几点。(1)脱脂。在制作网版前,必须用配套的脱脂剂对丝网进行脱脂处理,注意不能使用家用去污粉或除垢剂。(2)干燥。将脱脂处理后的丝网用清水冲洗干净,并用气刷吸除版上的所有水分,再放进30~40℃的烘箱内进行彻底干燥。(3)涂布感光胶。使用合适的涂胶器将重氮感光乳剂均匀地刮涂到网版上,通常是湿对湿涂布。(4)网版的干燥。将涂好感光乳剂的网版水平放置在干燥箱中,印刷面向下,干燥温度不得超过40℃。(5)网版的补充涂胶。为了消除网版感光层的不平整,在网版的印刷面可补充刮涂一层感光乳剂。(6)网版的干燥。采用与第一次干燥相同的方法再次对网版进行干燥,注意干燥温度不得超过40℃。(7)网版的曝光。利用合适的光源,如金属卤素灯对网版进行曝光,曝光时间由分级曝光来确定。(8)网版的显影。用适当水压的自来水喷枪喷淋显影,将网版上的图文完全冲洗出来。(9)网版的干燥。用未用过的白报纸或吸湿性擦布轻轻抹去网版上多余的水分。如果是大批量生产,需要用专门的设备吸去水分,最后将网版放在干燥箱中干燥。(10)修版。用水溶性丝网填充剂覆盖网版上存在的针孔或其他弊病。
PS版网点不实:要解决这一问题,要从胶片上检查。晒版用的胶片上的网点要有足够的黑度,要把晒版片上的网点结构转到印版上,决不能让被覆盖的部分(网点)通过光量,引起印版感光层感光。否则印版上的网点就不会坚实,印刷时网点会掉。网点晕虚,我们知道绝对清晰的网点,透光平面到黑度很高的覆面之间过渡很陡,是突变成的,网点的边沿实际上是垂亘上升的。晕虚的网点与之相反,黑度是由边沿开始慢慢增大的。所以网点产生一个倾斜度或大或小的边沿。印版上晕虚网点由于它们性能不稳定而导致色彩偏差,并常常可以看到印版上发生“小点子丢失”现象。要解决这一问题,晒版前的胶片要进行严格检查,网点要有足够的黑度和足够的清晰边沿。

过氯乙烯树脂也可用聚氯乙烯树脂代替或二种共混使用。聚氯乙烯树脂用低分子量的。转印赛璐珞塑料制品时,可将以上胶粘剂配方中二甲苯改用丙酮。转印有机玻璃制品时,可加一些三氯甲烷。转印金属、陶瓷、玻璃制品时,其胶粘剂配方为:环氧树脂100%。(邻)苯甲酸二丁脂3%~5%,乙二胺12%~15%(浓度太高可加稀释剂)
1.保持工具的清洁以备随时使用,制版房应无灰尘。2.检查网版张力。所有的多色套印的网版需张力大小一致。3.全面脱脂:使用软刷且具有一定压力的水源进行清洗。4.在低于40℃的温下烘干。5.按厂家建议的方法,提前将感光胶配好。6.使用清洁的、略带圆角刃口的上浆器进行涂胶,涂胶的面积至少要比网框内径小10%。7.涂胶时,首先要从印刷面开始。涂胶的次数依照感光胶的固含量、粘度、丝网目数以及理想的网版厚度的要求而定。8.烘干网版时,应将印刷面朝下摆放(避免感光胶流回油墨面)。9.用于精细线条印刷及半色调印刷的网版,每次烘干后需在印刷面上再涂上一次或多次感光胶,直到印刷面感光胶层平整为止。10.保持曝光机的玻璃真空橡皮布的清洁。检查底片是否正确?药膜面是否贴合网版?黑度是否达到要求,摆放是否正确?并使曝光机有足够的抽真时间。11.设定正确的曝光时间,并保持记录。每隔三个月或在曝光量减弱时,应对曝光时间进行测试和调整,修正。12.将已曝光的网版远离光源(日光、白炽灯)。13.显影时要用适当压力的水进行清洗显影,特别是要对油墨面进行充分的清洗而不能冲洗,直至表面不发滑为止。曝光不足的感光胶膜版清洗后会出现脱膜现象。14.用柔软洁净的纸,清洁的抹布或真空吸水器吸掉多余的水分。15.用适当的补网材料进行修补网版。16.将所有参数写到网片上:厚度、曝光时间、日期、名称。

目前,大多数印染企业仍然采用传统的感光制网法。感光制网的原理是将含有对光敏感物质(如重铬酸铵等)的制网专用粘稠胶液(简称“感光胶”)涂布道网坯上,低温烘干后,将花样分色黑白胶片包覆其上,然后进行曝光、显影、冲洗等等,在网上制成所需花纹。它的核心是光敏剂在紫外线照射下能与胶液中的粘合剂发生化学反应,交联固化,形成网状结构,使固态的感光胶体不溶于水,而未经紫外光照射的部分,在税种显影时能膨胀、溶解,最后离开网坯,显出原有的网孔。传统的感光制网法,从分色描稿、黑白胶片制作、上胶、曝光、显影到成品花网有30多道工序。总体上来说,工序多、工艺路线长、手工凭经验操作为主,因而精细度、精密度、均匀性、重现性、速度和效率等方面都存在较大的问题。特别是国际上印花图案的设计风格朝着精细、朦胧,贸易订单向着“小批量、多花色、快交货、高质量”发展的今天,传统感光制网法已经成了提高印花质量和快速反应能力的瓶颈。



 全自动丝网印刷机厂家 版权所有 @2016-2020[
全自动丝网印刷机厂家 版权所有 @2016-2020[