
客户咨询热线:
13710633718
13728005115
13710633718
13728005115

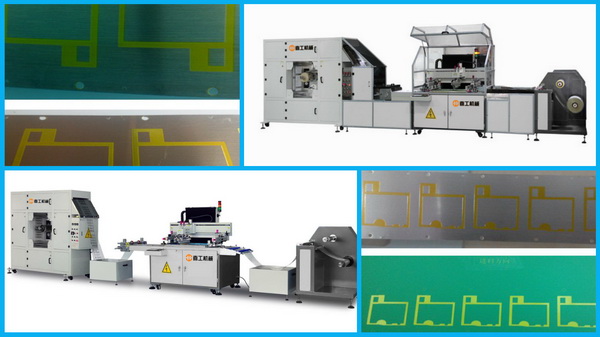
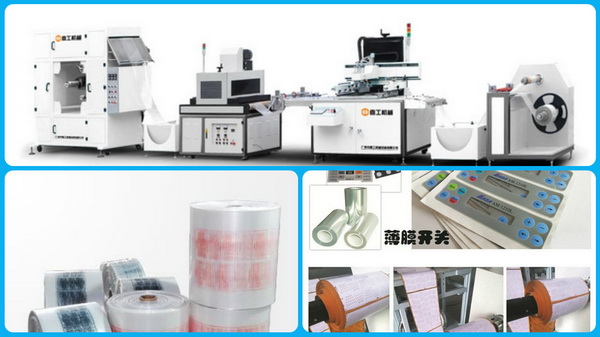
 详细说明 黄南车厢标贴丝印机工程
详细说明 黄南车厢标贴丝印机工程
印刷适应性强 平印、凸印、凹印三大印刷方法一般只能在平面的承印物上进行印刷。而丝网印刷不但可以在平面上印刷,也可以曲面、球面及凹凸面的承印物上进行印刷。另一方面,丝网印刷不但可以在硬物上印刷,还可以软物上印刷,不受承印物的质地限制。除此之外,丝网印刷除了直接印刷外,还可以根据需要采用间接印刷方法印刷,即先用丝网印刷在明胶或硅胶版上,再转移到承印物上。因此可以说丝网印刷适应性很强,应用范围广泛。
印刷环境的条件:UV光固化油墨受气温变化,其油墨的粘度也有变化。在高温下油墨的粘度下降,变小,印刷的墨层减薄,色相偏法;在低温时,油墨的粘度变大,印刷墨层厚,颜色深。所以,印刷UV油墨时要控制印刷环境的温度为18~25为宜,23aC左右较为适宜;相对湿度为65%左右,当湿度大时,油墨会增粘和凝胶,所以印刷环境温、湿度稳定时,则UV油墨的粘度也稳定,粘度稳定则油墨的触变性相对也稳定,油墨的印刷适应性好,且墨层合适,此外印刷质量就容易得到保证,所以,精细图文彩色UV墨印刷,必须提供恒温恒湿的印刷环境条件。
目前,大多数印染企业仍然采用传统的感光制网法。感光制网的原理是将含有对光敏感物质(如重铬酸铵等)的制网专用粘稠胶液(简称“感光胶”)涂布道网坯上,低温烘干后,将花样分色黑白胶片包覆其上,然后进行曝光、显影、冲洗等等,在网上制成所需花纹。它的核心是光敏剂在紫外线照射下能与胶液中的粘合剂发生化学反应,交联固化,形成网状结构,使固态的感光胶体不溶于水,而未经紫外光照射的部分,在税种显影时能膨胀、溶解,最后离开网坯,显出原有的网孔。传统的感光制网法,从分色描稿、黑白胶片制作、上胶、曝光、显影到成品花网有30多道工序。总体上来说,工序多、工艺路线长、手工凭经验操作为主,因而精细度、精密度、均匀性、重现性、速度和效率等方面都存在较大的问题。特别是国际上印花图案的设计风格朝着精细、朦胧,贸易订单向着“小批量、多花色、快交货、高质量”发展的今天,传统感光制网法已经成了提高印花质量和快速反应能力的瓶颈。
裁刀使用一段时间后需要换刀,一般情况下,换刀和换刀条是同时进行的。换刀操作包括以下步骤:①刀片降到最低位置,与刀条接触,切断电源。②拧松刀片露在刀座外的螺栓,使刀片轻轻接触垫板后再拧下螺栓,刀架(刀框或刀胎)升到原来位置,将刀片取下放在木制(或塑料)刀盒内。③更换刀条。刀条装在切纸刀下的工作台面上,更换时,按照刀条槽长度裁取一段新刀条,用刀片或砂纸将刀条表面的毛刺磨掉,然后镶入槽内。特别提示:刀条镶在凹槽内不能发生任何移动;刀条表面应与工作台面平行。④刀片与刀架的高低要适当,一般刀片压入垫板内的深度在0.3mm~1.5mm为宜。⑤换新刀片时,要确认刀片刃角与所裁纸张的抗切力是否相符,然后用软布从上往下将刀片擦净(刀刃部分不能擦)。轻轻拿起刀片,对准螺孔,拧紧螺栓。特别提示:刀条处应垫上薄纸板,刀刃不能碰到任何坚硬物。⑥试刀。刀片、刀条更换后,可空切试刀,检查螺栓是否拧紧,刀片是否平整。刀片与刀条接触后的压痕深度是否符合要求,如有不妥,可微调处理,然后再垫一沓新闻纸或胶版纸测试刀片的锋利状况。

加网的线数(线/CM)与丝网目数(目/CM)的关系为了在调幅网点印刷中减轻因加网线与网丝线部分重叠而产生水波纹(称龟纹),因此,常选用高目数丝网制作低网点线的网模版,来减少龟纹的出现,但是,选用目数很高的丝网,这是不经济的,同时,对低网线的图像色彩的鲜艳度反而不利,故加网线数与丝网的目数之间比例应恰到好处,即不产生龟纹的前提下,选用最经济的且适用的低目数丝网。加网线与丝网目数比例一般可选用1:2.5或1:6.25,但常选用线/CM:网目/CM之比为1:3.75或1:5等。



 全自动丝网印刷机厂家 版权所有 @2016-2020[
全自动丝网印刷机厂家 版权所有 @2016-2020[