
客户咨询热线:
13710633718
13728005115
13710633718
13728005115

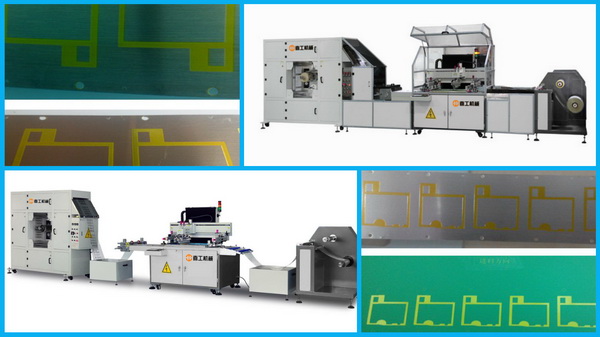
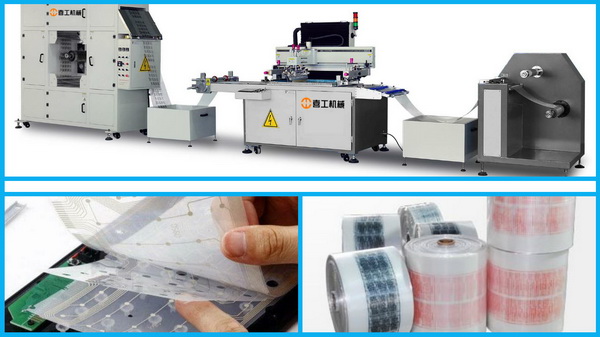
 详细说明 睢县全自动丝印机哪家正规
详细说明 睢县全自动丝印机哪家正规
印花机刮刀压力调节要均匀,要打好接版样。拔染糊料一般采用白糊精或合成龙胶,脱糊性比海藻酸钠差,所以最好使用绳状式水洗机且要加强还原清洗,使布面清爽、色光纯真、花型轮廓分明。涤纶织物防拔染可分为碱拔和锡拔,但用加工锡在涤纶仿真丝织物防拔染印花效果好。因为加工锡是改性后的氯化亚锡,其难溶于水不易被空气氧化,增加了色浆的稳定性,从而可提高印花的质量。全棉布的防拔染印花:可使用可拔染性活性染料染底色,可使用乙烯砜基活性黑染料染底色,烘干后印花,印花后用湿罩印花法罩印底色(黑色)。采用轧-烘法工艺染底色(黑色),染料不易固着。
注意防止印品版面墨色出现发花现象。当印刷压力不均匀或过轻;包衬表面受压变形失去良好的平整度;纸面出现掉粉、拉毛并粘附于版面或墨辊上;着墨辊胶体出现偏芯造成涂墨不均匀;印品版面墨色出现晶化现象以及油墨中防粘剂加太多或没有搅拌均匀等情况存在时,都容易使印品墨色发花,应采取相应的措施予以处理
棉针织物印花多采用平网印花(机械平网或手工平网),针织物圆网印花工艺与技术,是近年来逐步发展并完善的。与平网印花相比,它具有效率高、质量稳定、满底印花无接版印等优点,受到印染厂家的重视。印花工艺往往根据花型特点与客户的要求来决定,一般来说,印花面积较少的白底、浅色底小碎花类花型,多采用全涂料印花工艺,浅色满底可采用全涂料工艺或活性一涂料工艺,中深色满底花型多采用活性直接印花工艺、活性拔染活性或涂料拔染活性工艺等

1、丝印一般作为包装类产品的图文标识加工工序,对产品形象有重要影响,所以对技术方面要求较高。2、玻璃瓶丝印:在空白的透明或磨砂或喷涂效果的瓶身上丝印,要选用高温油墨,着色后经高温焙而出,不会褪色和不易划花,颜色较为沉亚,要选取高温炉的厂家进行丝印,起印量一般为5000个以上,5000个以下按500元/款/色收费,5000个以上按0.1元/色次计算。3、在设计上要考虑至多不要超过2个色,出菲林要出阴片,文字、图案、线条不要过细或过大,容易造成断纹或积墨现象,在批量生产前应打样确认,避免出现颜色差异。4、如果磨砂玻璃瓶有错印情况的可重新打磨工序后再印,加工费0.1元—0.2元/个。5、圆形瓶同一色印按一色计,扁形或椭圆形等按印面数及印面的印色数为计算依据。6、塑料容器类,分普通油墨和UV油墨丝印,UV油墨较为广泛使用,字及图有立体感,较有光泽,不易褪色,可印多色效果,起印量一般为1000个以上。
网纹(龟纹):概念:两组或两组以上网点在不同角度或线数下相交会呈现不同的相交网纹,较大的有损图像美感的相交网纹叫龟纹。产生原因:两色或多色版网角或线数错不开。制版要求:两强色的网角必须错开30度,即30度与60度角配。(一般情况下,37度与60度配即可。)线数一般要求同网线,特殊情况下需用不同线数时,网线尽量错开多一些。印刷原因:油墨粘度不合适,解决方法:当一支实地版与另一支有网的版印刷出网纹时,一般是实地版的油墨太稀,墨层不够厚实所致。



 全自动丝网印刷机厂家 版权所有 @2016-2020[
全自动丝网印刷机厂家 版权所有 @2016-2020[